
Содержание
На хабре уже были статьи о технологиях печати, которые используют 3D принтеры, однако в данной статье я постарался подойти к вопросу системно, чтобы в голове у читателя сложилась четкая картина о том, какие принципы заложены в технологии 3D печати, какие материалы используются и в конечном итоге какую технологию лучше использовать для получения определенного результата, будь то деталь из титана, или мастер-модель для последующего тиражирования.
Статья основана на книге Fabricated: The New World of 3D printing
I. Те которые что-то выдавливают или выливают или распыляют
1) FDM (fused deposition modeling) принтеры которые выдавливают какой-то материал слой за слоем через сопло-дозатор, не буду расписывать подробно, мы про них все знаем. Все мэйкерботоподобные принтеры + принтеры Stratasys + различные кулинарные принтеры (используют глазурь, сыр, тесто) + медицинские которые печатают “живыми чернилами” (когда какой-либо набор живых клеток помещается в специальный медицинский гель которые используется далее в биомедицине)

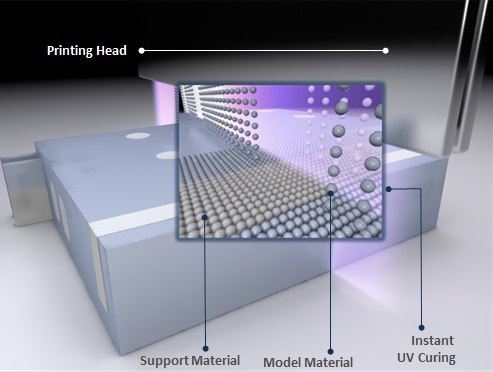
2) Технология Polyjet , была изобретена израильской компанией Objet в 2000 г. в 2012 их купили Stratasys. Суть технологии: фотополимер маленькими дозами выстреливается из тонких сопел, как при струйной печати, и сразу полимеризуется на поверхности изготавливаемого девайса под воздействием УФ излучения. Важная особенность, отличающая PolyJet от стереолитографии, является возможность печати различными материалами.
Преимущества технологии: а) толщина слоя до 16 микрон (клетка крови 10 микрон) б) быстро печатает, так как жидкость можно наносить очень быстро. Недостатки технологии: а) печатает только с использованием фотополимера — узко-специализированный, дорогой пластик, как правило, чувствительный к УФ и достаточно хрупкий.
Применение: промышленное прототипирование и медицина
3) LENS (LASER ENGINEERED NET SHAPING)
Материал в форме порошка выдувается из сопла и попадает на сфокусированный луч лазера. Часть порошка пролетает мимо, а та часть, которая попадает в фокус лазера мгновенно спекается и слой за слоем формирует трехмерную деталь. Именно по такой технологии печатают стальные и титановые объекты.
Поскольку до появления этой технологии печатать можно было только объекты из пластика, к 3D печати особенно серьезно никто не относился, а эта технология, открыла двери для 3D печати в “большую” промышленность. Порошки различных материалов можно смешивать и получать таким образом сплавы, на лету.
Применение: например, титановые лопатки для турбин с внутренними каналами охлаждения. Производитель оборудования: Optomec

4) LOM (laminated object manufacturing)
Тонкие ламинированные листы материала вырезаются с помощью ножа или лазера и затем спекаются или склеиваются в трехмерный объект. Т.е. укладывается тонкий лист материала, который вырезается по контуру объекта, таким образом получается один слой, на него укладывается следующий лист и так далее. После этого все листы прессуются или спекаются.
Таким образом печатают 3D модели из бумаги, пластика или из алюминия. Для печати моделей из алюминия используется тонкая алюминиевая фольга, которая вырезается по контуру слой за слоем и затем спекается с помощью ультразвуковой вибрации.

II. Те которые что-то спекают или склеивают
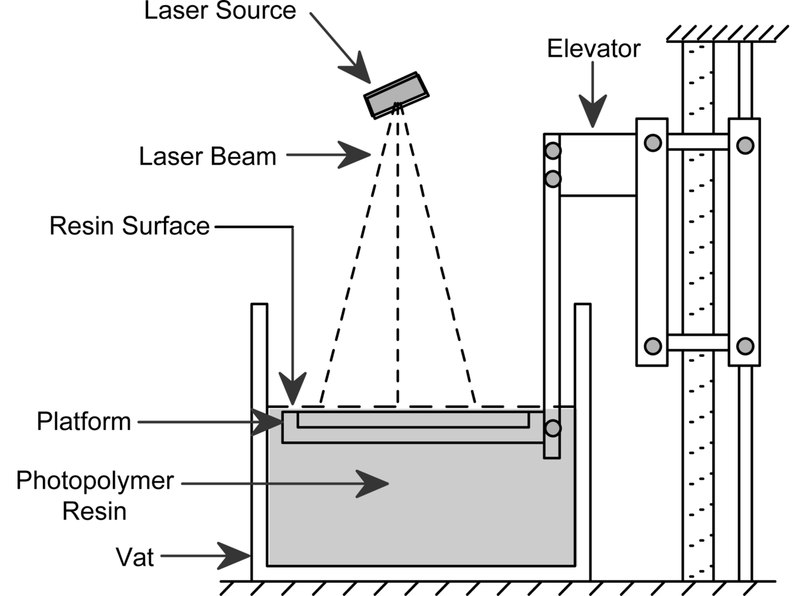
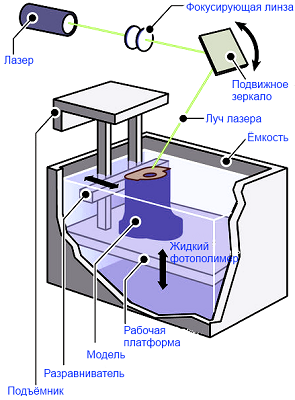
1) SL (Stereolithography) Стереолитография.
Есть небольшая ванна с жидким полимером. Луч лазера проходит по поверхности, и в этом месте полимер под воздействием УФ полимеризуется. После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…
После печати таким методом, требуется постобработка объекта — удаление лишнего материала и поддержки, иногда поверхность шлифуют. В зависимости от необходимых свойств конечного объекта модель запекают в т.н. ультрафиолетовых духовках.
Фотополимер зачастую бывает токсичным поэтому при работе с ним нужно пользоваться средствами защиты и респираторами. Содержать и обслуживать такой принтер дома — сложно и дорого
Преимущества: быстро и точно, точность до 10 микрон. Для спекания фотополимера достаточно лазера от Blu-ray проигрывателя, благодаря чему на рынке появляются дешевые при этом точные принтеры работающие по такой технологии (e.g. Form1).
2) LS (laser sintering)
Лазерное спекание. Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.
Преимущества: а) менее вероятно, что деталь сломается в процессе печати, так как сам порошок выступает надежной поддержкой б) материалы в порошковой форме довольно легко найти в продаже в том числе это могут быть: бронза, сталь, нейлон, титан
Недостатки: а) поверхность получается пористая б) некоторые порошки взрывоопасны, поэтому должны храниться в камерах, заполненных азотом в) спекание происходит при высоких температурах, поэтому готовые детали долго остывают, в зависимости от размера и толщины слоев, некоторые предметы могут остывать до одного дня.

3) 3DP (three dimensional printing)
Технология изобретена в 1980 году в MIT студентом Paul Williams, технология была продана в несколько коммерческих организаций, одна из которых — zCorp, в настоящее время поглощена 3D Systems.
На материал в порошковой форме наносится клей, который связывает гранулы, затем поверх склеенного слоя наносится свежий слой порошка, и так далее. На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс)
Преимущества: а) так как используется клей, в него можно добавить краску и таким образом печатать цветные объекты б) технология относительна дешевая и энергоэффективная в) можно использовать в условиях дома или офиса в) можно печатать использовать порошок стекла, костный порошок, переработанную резину, бронзу и даже древесные опилки. Используя похожу технологию можно печатать съедобные объекты например из сахара или шоколадного порошка. Порошок склеивается специальным пищевым клеем, в клей может добавляться краситель и ароматизатор. Как пример, новые 3D принтеры от компании 3D systems, которые были продемонстрированы на CES 2014 — ChefJet и ChefJet Pro
Недостатки: а) на выходе получается достаточно грубая поверхность, с невысоким разрешение
100 микрон б) материал нужно подвергать постобработке (запекать), чтобы придать ему необходимые свойства.

Надеюсь материал будет для вас полезен.
Дополнения принимаются.
На хабре уже были статьи о технологиях печати, которые используют 3D принтеры, однако в данной статье я постарался подойти к вопросу системно, чтобы в голове у читателя сложилась четкая картина о том, какие принципы заложены в технологии 3D печати, какие материалы используются и в конечном итоге какую технологию лучше использовать для получения определенного результата, будь то деталь из титана, или мастер-модель для последующего тиражирования.
Статья основана на книге Fabricated: The New World of 3D printing
I. Те которые что-то выдавливают или выливают или распыляют
1) FDM (fused deposition modeling) принтеры которые выдавливают какой-то материал слой за слоем через сопло-дозатор, не буду расписывать подробно, мы про них все знаем. Все мэйкерботоподобные принтеры + принтеры Stratasys + различные кулинарные принтеры (используют глазурь, сыр, тесто) + медицинские которые печатают “живыми чернилами” (когда какой-либо набор живых клеток помещается в специальный медицинский гель которые используется далее в биомедицине)
2) Технология Polyjet , была изобретена израильской компанией Objet в 2000 г. в 2012 их купили Stratasys. Суть технологии: фотополимер маленькими дозами выстреливается из тонких сопел, как при струйной печати, и сразу полимеризуется на поверхности изготавливаемого девайса под воздействием УФ излучения. Важная особенность, отличающая PolyJet от стереолитографии, является возможность печати различными материалами.
Преимущества технологии: а) толщина слоя до 16 микрон (клетка крови 10 микрон) б) быстро печатает, так как жидкость можно наносить очень быстро. Недостатки технологии: а) печатает только с использованием фотополимера — узко-специализированный, дорогой пластик, как правило, чувствительный к УФ и достаточно хрупкий.
Применение: промышленное прототипирование и медицина
3) LENS (LASER ENGINEERED NET SHAPING)
Материал в форме порошка выдувается из сопла и попадает на сфокусированный луч лазера. Часть порошка пролетает мимо, а та часть, которая попадает в фокус лазера мгновенно спекается и слой за слоем формирует трехмерную деталь. Именно по такой технологии печатают стальные и титановые объекты.
Поскольку до появления этой технологии печатать можно было только объекты из пластика, к 3D печати особенно серьезно никто не относился, а эта технология, открыла двери для 3D печати в “большую” промышленность. Порошки различных материалов можно смешивать и получать таким образом сплавы, на лету.
Применение: например, титановые лопатки для турбин с внутренними каналами охлаждения. Производитель оборудования: Optomec
4) LOM (laminated object manufacturing)
Тонкие ламинированные листы материала вырезаются с помощью ножа или лазера и затем спекаются или склеиваются в трехмерный объект. Т.е. укладывается тонкий лист материала, который вырезается по контуру объекта, таким образом получается один слой, на него укладывается следующий лист и так далее. После этого все листы прессуются или спекаются.
Таким образом печатают 3D модели из бумаги, пластика или из алюминия. Для печати моделей из алюминия используется тонкая алюминиевая фольга, которая вырезается по контуру слой за слоем и затем спекается с помощью ультразвуковой вибрации.
II. Те которые что-то спекают или склеивают
1) SL (Stereolithography) Стереолитография.
Есть небольшая ванна с жидким полимером. Луч лазера проходит по поверхности, и в этом месте полимер под воздействием УФ полимеризуется. После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…
После печати таким методом, требуется постобработка объекта — удаление лишнего материала и поддержки, иногда поверхность шлифуют. В зависимости от необходимых свойств конечного объекта модель запекают в т.н. ультрафиолетовых духовках.
Фотополимер зачастую бывает токсичным поэтому при работе с ним нужно пользоваться средствами защиты и респираторами. Содержать и обслуживать такой принтер дома — сложно и дорого
Преимущества: быстро и точно, точность до 10 микрон. Для спекания фотополимера достаточно лазера от Blu-ray проигрывателя, благодаря чему на рынке появляются дешевые при этом точные принтеры работающие по такой технологии (e.g. Form1).
2) LS (laser sintering)
Лазерное спекание. Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.
Преимущества: а) менее вероятно, что деталь сломается в процессе печати, так как сам порошок выступает надежной поддержкой б) материалы в порошковой форме довольно легко найти в продаже в том числе это могут быть: бронза, сталь, нейлон, титан
Недостатки: а) поверхность получается пористая б) некоторые порошки взрывоопасны, поэтому должны храниться в камерах, заполненных азотом в) спекание происходит при высоких температурах, поэтому готовые детали долго остывают, в зависимости от размера и толщины слоев, некоторые предметы могут остывать до одного дня.
3) 3DP (three dimensional printing)
Технология изобретена в 1980 году в MIT студентом Paul Williams, технология была продана в несколько коммерческих организаций, одна из которых — zCorp, в настоящее время поглощена 3D Systems.
На материал в порошковой форме наносится клей, который связывает гранулы, затем поверх склеенного слоя наносится свежий слой порошка, и так далее. На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс)
Преимущества: а) так как используется клей, в него можно добавить краску и таким образом печатать цветные объекты б) технология относительна дешевая и энергоэффективная в) можно использовать в условиях дома или офиса в) можно печатать использовать порошок стекла, костный порошок, переработанную резину, бронзу и даже древесные опилки. Используя похожу технологию можно печатать съедобные объекты например из сахара или шоколадного порошка. Порошок склеивается специальным пищевым клеем, в клей может добавляться краситель и ароматизатор. Как пример, новые 3D принтеры от компании 3D systems, которые были продемонстрированы на CES 2014 — ChefJet и ChefJet Pro
Недостатки: а) на выходе получается достаточно грубая поверхность, с невысоким разрешение
100 микрон б) материал нужно подвергать постобработке (запекать), чтобы придать ему необходимые свойства.
Надеюсь материал будет для вас полезен.
Дополнения принимаются.
3D печать – это выполнение ряда повторяющихся операций, связанных с созданием объёмных моделей путём нанесения на рабочий стол установки тонкого слоя расходных материалов, смещением рабочего стола вниз на высоту сформированного слоя и удалением с поверхности рабочего стола отработанных отходов. Циклы печати непрерывно следуют друг за другом: на предыдущий слой материалов наносится следующий слой, стол снова опускается и так повторяется до тех пор, пока на элеваторе (так называют рабочий стол, которым оснащён 3D принтер) не окажется готовая модель.
Существует несколько технологий 3D печати, которые отличаются друг от друга по типу прототипирующего материала и способам его нанесения. В настоящее время наибольшее распространение получили следующие технологии 3D печати: стереолитография, лазерное спекание порошковых материалов, технология струйного моделирования, послойная печать расплавленной полимерной нитью, технология склеивания порошков, ламинирование листовых материалов и УФ-облучение через фотомаску. Охарактеризуем перечисленные технологии подробнее.
Стереолитография
Стереолитография – она же Stereo Lithography Apparatus или сокращённо SLA благодаря низкой себестоимости готовых изделий получила наибольшее распространений среди технологий 3D печати.
Технология SLA состоит в следующем: сканирующая система направляет на фотополимер лазерный луч, под действием которого материал твердеет. В качестве фотополимера используется хрупкий и твёрдый полупрозрачный материал, который коробится под действием атмосферной влаги. Материал легко склеивается, обрабатывается и окрашивается. Рабочий стол находится в ёмкости с фотополимерной композицией. После прохождения лазерного луча и отверждения очередного слоя его рабочая поверхность смещается вниз на 0,025 мм – 0,3 мм.
Оборудование для SLA печати изготавливают компании F & S Stereolithographietechnik GmbH, 3DSystem, а также Институт проблем лазерных и информационных технологий РАН.
Ниже показаны шахматные фигуры, созданные методом SLA печати.

Шахматные фигуры, созданные методом SLA печати
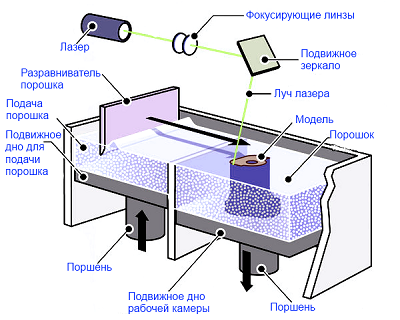
Лазерное спекание порошковых материалов
Лазерное спекание порошковых материалов – оно же Selective Laser Sintering или просто SLS является единственной технологией 3D печати, которая может быть использована для изготовления металлических формообразующих для металлического и пластмассового литья. Пластмассовые прототипы обладают хорошими механическими свойствами, благодаря которым они моту быть использованы для изготовления полнофункциональных изделий.
В SLS печати используются материалы, близкие по своим свойствам к конструкционным маркам: металл, керамика, порошковый пластик. Порошковые материалы наносятся на поверхность рабочего стола и запекаются лазерным лучом в твёрдый слой, соответствующий сечению 3D модели и определяющий её геометрию.
Оборудование для SLS-печати изготавливают следующие заводы: 3D Systems, F & S Stereolithographietechnik GmbH, The ExOne Company / Prometal, EOS GmbH.
На рисунке представлена скульптурная модель «Так держать», изготовленная методом SLS печати.

Скульптурная модель «Так держать», изготовленная методом SLS печати, автор Лука Ионеску
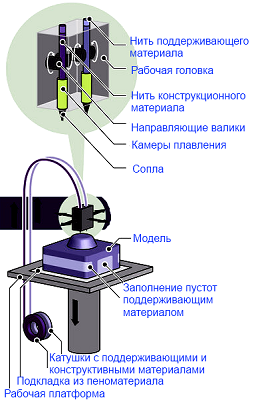
Послойная печать расплавленной полимерной нитью
Послойная печать расплавленной полимерной нитью – она же Fused Deposition Modeling или просто FDM применяется для получения единичных изделий, приближенных по своим функциональным возможностям к серийным изделиям, а также для изготовления выплавляемых форм для литья металлов.
Технология FDM печати заключается в следующем: выдавливающая головка с контролируемой температурой разогревает до полужидкого состояния нити из ABC пластика, воска или поликарбоната, и с высокой точностью подаёт полученный термопластичный моделирующий материал тонкими слоями на рабочую поверхность 3D принтера. Слои наносятся друг на друга, соединяются между собой и отвердевают, постепенно формируя готовое изделие.
Технология FDM печати
В настоящее время 3D принтеры с технологией FDM печати изготавливаются компанией Stratasys Inc.
На картинке изображена модель, напечатанная 3D принтером с технологией FDM печати.

Модель, напечатанная 3D принтером с технологией FDM печати
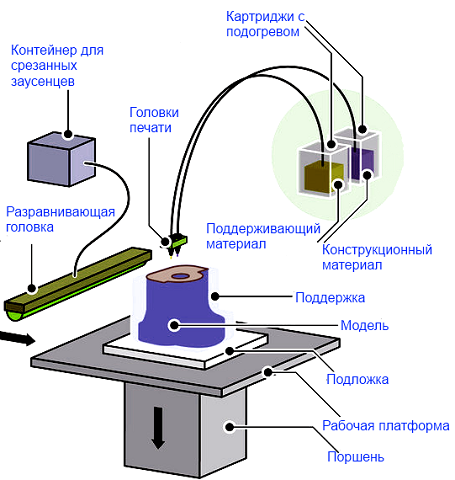
Технология струйного моделирования
Технология моделирования или Ink Jet Modelling имеет следующие запатентованные подвиды: 3D Systems (Multi-Jet Modeling или MJM), PolyJet (Objet Geometries или PolyJet) и Solidscape (Drop-On-Demand-Jet или DODJet).
Перечисленные технологии функционируют по одному принципу, но каждая из них имеет свои особенности. Для печати используются поддерживающие и моделирующие материалы. К числу поддерживающих материалов чаще всего относят воск, а к числу моделирующих – широкий спектр материалов, близких по своим свойствам к конструкционным термопластам. Печатающая головка 3D принтера наносит поддерживающий и моделирующий материалы на рабочую поверхность, после чего производится их фотополимеризация и механическое выравнивание.
Технология струйного моделирования позволяет получить окрашенные и прозрачные модели с различными механическими свойствами, это могут быть как мягкие, резиноподобные изделия, так и твёрдые, похожие на пластики.
Технология струйного моделирования
Принтеры для 3D печати с использованием технологии струйного моделирования изготавливают следующие компании: Solidscape Inc, Objet Geometries Ltd, 3D Systems.
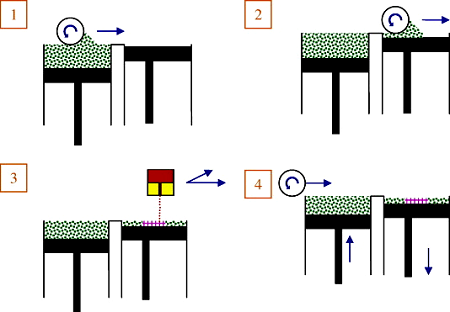
Технология склеивания порошков
Технология склеивания порошков – она же Binding powder by adhesives позволяет не просто создавать объёмные модели, но и раскрашивать их.
Принтеры с технологией binding powder by adhesives используют два вида материалов: крахмально-целлюлозный порошок, из которого формируется модель, и жидкий клей на водной основе, проклеивающий слои порошка. Клей поступает из печатающей головки 3D принтера, связывая между собой частицы порошка и формируя контур модели. После завершения печати излишки порошка удаляются. Чтобы придать модели дополнительную прочность, её пустоты заливаются жидким воском.
Технология склеивания порошков
1-2 – ролик наносит тонкий слой порошка на рабочую поверхность; 3 – струйная печатающая головка печатает каплями связующей жидкости на слое пороша, локально укрепляя часть сплошного сечения; 4 – процесс 1-3 повторяется для каждого слоя до готовности модели, оставшийся порошок удаляется
В настоящее время 3D принтеры с технологией склеивания порошков изготавливаются компанией Z Corporation.
Ламинирование листовых материалов
Ламинирование листовых материалов – оно же Laminated Object Manufacturing или LOM предполагает изготовление 3D моделей из бумажных листов при помощи ламинирования. Контур очередного слоя будущей модели вырезается лазером, а ненужные обрезки режутся на небольшие квадратики, которые впоследствии удаляются из принтера. Структура готового изделия похожа на древесную, но боится влаги.
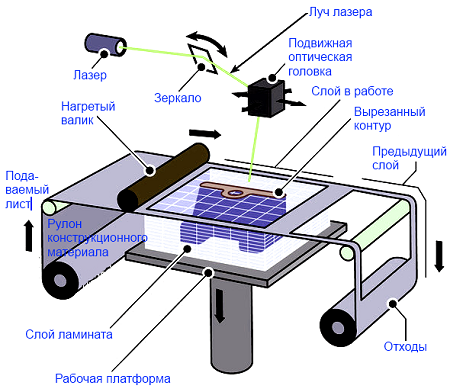
Технология ламинирования листовых материалов
До недавнего времени 3D принтеры для ламинирования листовых материалов производила компания Helisys Inc, но в настоящее время компания прекратила выпуск такого оборудования.
Объект, напечатанный на 3D принтере с технологией ламинирования листовых материалов, показан на фото ниже.
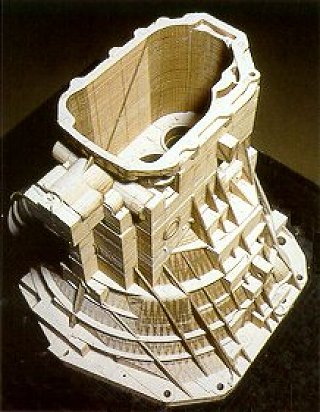
Модель, напечатанная 3D принтером с технологией LOM
Облучение ультрафиолетом через фотомаску
Облучение ультрафиолетом через фотомаску – оно же Solid Ground Curing или SGC предполагает создание готовых моделей из слоёв распыляемого на рабочую поверхность фоточувствительного пластика. После нанесения тонкого слоя пластика он через специальную фотомаску с изображением очередного сечения обрабатывается ультрафиолетовыми лучами. Неиспользованный материал удаляется при помощи вакуума, а оставшийся затвердевший материал повторно облучается жёстким ультрафиолетом. Полости готового изделия заполняются расплавленным воском, который служит для поддержки следующих слоёв. Перед нанесением последующего слоя фоточувствительного пластика предыдущий слой механически выравнивается.
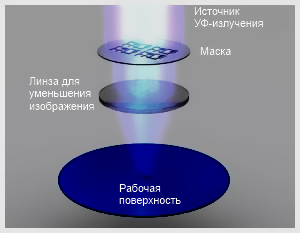
Технология облучения ультрафиолетом через маску
До недавнего времени 3D принтеры с технологией облучения УФ-лампой через фотомаску выпускала компания Cubital Inc, но в настоящее время производство таких машин прекращено.
Точность создания прототипов различными 3D принтерами находится в диапазоне между 0,05 мм и 0,2 мм по каждой координате. Точность создания прототипов увеличивается при уменьшении толщины слоя, но при этом падает скорость печати и повышается её себестоимость. В свою очередь, себестоимость прототипа зависит от его объёма. В зависимости от выбранной технологии 3D печати цена 1 см3 модели составляет от 1$ США до 5$ США.